Published · May 26, 2026
Inside Our Partner Factory: A Visit That Shaped Our Next Steps
Last week I travelled to one of our key manufacturing partners to spend time on the production floor, walk through their quality control, and sit down to plan what comes next. For a B2B flooring business like ours, these visits are not optional. Photos and video calls only show part of the story. To know who you are working with, you have to be in the building.
This is a short account of what I saw, why it matters for our clients, and what we agreed to do next.
Why I Went
There were three goals for this trip:
- See the production with my own eyes.
- Sit down with the team and discuss our plans for the coming year.
- Visit additional factories that produce other product categories we want to add to our range.
That last point is important. Our clients keep asking for a wider offer under one supplier, and the only way to do that responsibly is to inspect each partner before adding anything to the catalogue.
Walking the Production Line
I want to start from the beginning of the line and follow a panel through every stage, because this is how you really judge a factory.
The substrate sheets begin as large dark blanks — the core material that gives a click-lock floor its rigidity and dimensional stability. Stacks of them sit at the front of the line, ready to feed the press.

A few steps further in, the decor goes on. They run a wide-format UV printer that puts high-resolution wood and stone patterns directly onto the substrate. A printer like this is not strictly required to make flooring — many factories rely entirely on pre-printed decor film — but having it in-house means they can prototype new designs quickly and produce short runs without waiting on a supplier.

The next stage is where the panel really starts to look like a floor. Workers in clean coats feed decor and wear-layer films into the lamination press, layer by layer. This is the step where the visual layer and the protective top film bond to the core under heat and pressure.
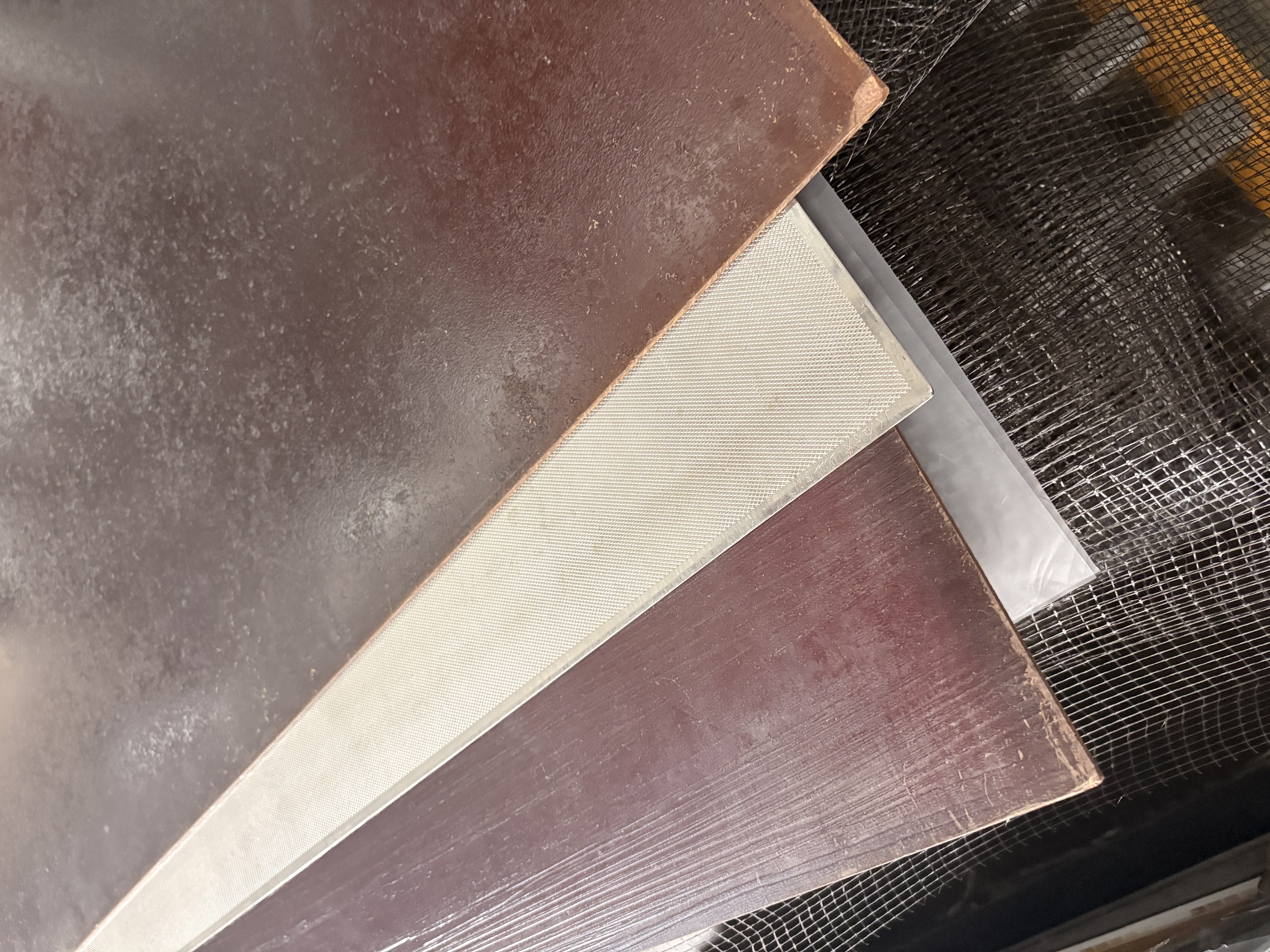
The press also stamps the surface texture. The embossing plates are heavy metal sheets with a fine textured pattern, and they are what give a finished panel its wood-grain feel underfoot. Each decor has its own matched plate, which is how the texture lines up with the printed grain — what the industry calls embossed-in-register.

After the press, the panels move through a finishing line where they are cooled and conveyed forward for cutting and profiling.

At the end of all this, the panels sit in the warehouse in neatly stacked rows, separated by SKU and batch, waiting to be cut to size and milled with the click profile.

Walking through the whole sequence in one go gives you something photos never will — the sense of whether the place is run with discipline. Clean floors, organised stacks, visible labelling at every stage, workers who know what to do without being directed. All of that was there.
Quality Control That Goes Beyond a Quick Look
The part of the visit I wanted to spend the most time on was the testing area. A flooring product is only as good as the data behind it, and serious manufacturers invest in serious measuring equipment.
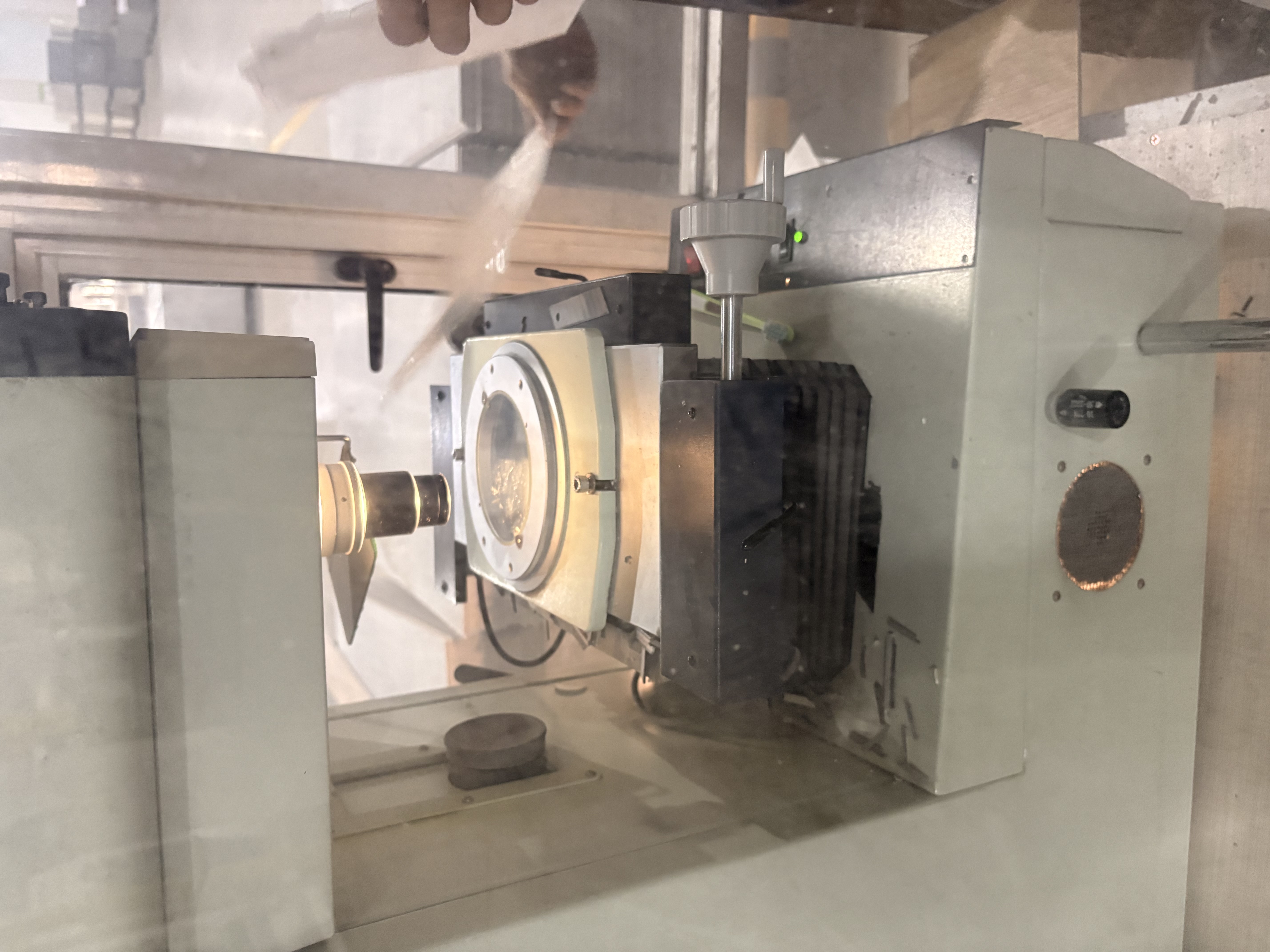
The first machine worth mentioning is the optical comparator. It magnifies the edge of a panel so the technician can measure the click profile down to fractions of a millimetre. Click systems are licensed by companies like Unilin, and the tolerances are tight — get them wrong and panels either fail to lock or pop apart under load. This factory's panels carry the Unilin licence stamp on the packaging, which means they have to hit those tolerances on every batch.

Next to it, they were running gloss measurements on finished panels. The small handheld 60-degree glossmeter gives a numerical reading of surface gloss, which is then compared to the target value for that product line. If the number drifts, the production parameters get adjusted before the next run.

This kind of detail is what separates a factory that ships boxes from a factory that ships a controlled product.
Ready to Ship
After production and testing, finished panels are boxed, stacked onto pallets, wrapped, and labelled. The labels carry full product details, dimensions, piece counts, batch numbers, identification barcodes, and the Unilin licence sticker.

Clean labelling is a small thing that becomes a big thing when a container arrives at a client's warehouse. It saves hours of sorting and prevents mistakes during installation.
I also caught the team loading a container during my visit. Watching a shipment go out is a good reminder that everything we discussed in the meeting rooms eventually ends up in a truck heading for a port — and from there to clients across Europe.
The Showroom and What It Tells You About a Partner
After production, lab, and shipping, we moved to the showroom. A good showroom is not just a sales tool. It is a sign that the manufacturer takes their own product seriously and wants to present it the way a client would actually use it.

The space had full herringbone installations, wall displays grouping decors by family, and large-format samples laid out so you can compare colours side by side under proper lighting. Some of these decors are already part of our range. Others were new releases we are now evaluating.
They had also built lifestyle settings, including a bedroom mock-up, so clients can see how the floors look in a real interior rather than as flat samples.

For us, this is useful in two ways. First, it helps me confirm that the decors photograph and present well, which matters for our own marketing. Second, it gives us ideas for how to help our resellers display the product in their own showrooms across Europe.
Discussing the Plan
Between the tours, we had several long meetings. We covered lead times for the rest of the year, planned the next sample runs, agreed on which decors to keep and which to phase out, and talked through new collections in development.
We also discussed logistics improvements. Small adjustments to packaging and pallet configuration can save real money on long-distance freight, and the team was open to working through those details with us.
Looking at Other Factories
The second half of the trip was about expansion. We visited additional factories producing categories outside our current core offer. The goal was simple: understand who is serious, who has the certifications, who can hold a quality standard at scale, and who fits the way we work.
I will not name those categories yet because we want to confirm everything before announcing anything. What I can say is that the bar we set during these visits is the same bar we apply to existing partners. If a factory cannot show me their production line end to end, their testing equipment, their batch records, and their finished stock area, we move on.
What This Means for Our Clients
Visits like this one are the reason we can stand behind what we sell. When a distributor in Germany, Poland, France, or anywhere else in Europe orders from us, they are not just getting a product. They are getting the result of a relationship we have inspected in person.
A few things I am taking back with me:
- Confidence in the current production quality, backed by what I saw on the line and in the lab.
- A clearer roadmap for new decors arriving over the next two quarters.
- Early-stage progress on adding new product categories under the same standard of control.
We will share more details on the new collections and product lines as they become ready. In the meantime, if you are a distributor, retailer, or contractor and want to discuss your project, please get in touch through our contact page.
Trips like this are tiring, but they are the foundation of how we work. You cannot build a serious B2B flooring business from behind a desk.